| 材质:碳钢 | 管厚:3-100mm | 特殊功能:耐腐蚀、 耐高压 |
| 直径:10-1200 | 货号:3 | 产地:河北 |
| 品牌:江顺 | 型号:齐全 | 重量:标准kg |
| 执行标准:标准 | 壁厚:标准 | 等级:一级 |
| 产品规格:齐全 | 是否跨境货源:否 |
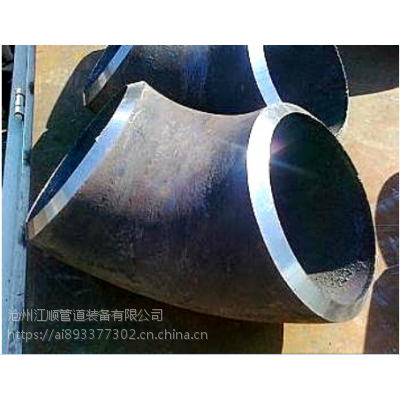
碳钢弯头是一种能够提高保暖温度的弯头,被普遍应用于建筑、装修及管道的铺设中,能够很好的***管道的正常和通畅。
碳钢弯头的成型工艺介绍。
碳钢弯头是一种由输送介质的弯头、高密度聚乙烯外套管以及弯头和外套管之间填充的聚氨酯硬泡碳钢层紧密结合而成,是一种高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋碳钢弯头。
将除锈防腐后的弯头套在聚乙烯套管内,中间注入聚氨酯泡沫,使之充分填满弯头与聚乙烯套管之间的空隙,最终使弯头、套管、碳钢层形成一个牢固的整体,达到防腐碳钢的效果,碳钢弯头就是形成了。
碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐步变成圆,最终成为
碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐步变成圆,最终成为一个圆形环壳。依据需求,一个圆形环壳能够切割成4个90○弯头或6个60○弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想办法。 热制成形技术即使用感应加热的办法将管坯进行加热,使资料塑性增强,然后使用两步液压推弯,在管坯内部的芯棒效果下进行扩径,成形出比管坯直径更大的弯头的一种成形办法。热推制成形弯头合适接连出产,出产速率较快,且能够出产不同标准的弯头,在现有的弯头成形办法中是出产成本较低的一种成形办法,因而被广泛使用在弯头的出产中。但在成形碳钢弯头时,对内部牛角芯棒有较高的红硬性要求,且弯头在成形时加热温度需求控制在 750℃~950℃之间。 使用热推制工艺推制出的弯头在外观上比较美观,成形质量较好,壁厚也比较均匀,并且十分合适接连大批量的出产,所以在成形合金钢、不锈钢以及碳钢弯头时通常选用热推制成形的工艺。短半径弯头不仅具备良好的抗压能力,在不同的管道系统中还需要具备其他的优良特性。比如,在混凝土输送管道,泥浆输送管道中的高压弯头不仅要能承受起较高的管道压力,还具有良好的耐磨性能。弯头在施工中的特点:特点一:对焊弯头有焊缝,对焊弯头在焊接施工操作完成后需要根据实际情况或管道外界环境进行防锈或防腐蚀处理,以避免弯头在焊缝处锈蚀或腐蚀。--此过程可以要我们明确对焊弯头在使用前的质量情况。二:通常对焊弯头是在管道施工现场进行焊接的,这是由于各类管道的焊接标准不同,需要根据管道焊缝等级进行现场焊接。需要针对不同的管道焊缝等级来进行现场焊接,这是对焊弯头的又一个特点。
热制成形技术即使用感应加热的办法将管坯进行加热,使资料塑性增强,然后使用两步液压推弯,在管坯内部的芯棒效果下进行扩径,成形出比管坯直径更大的弯头的一种成形办法。热推制成形弯头合适接连出产,出产速率较快,且能够出产不同标准的弯头,在现有的弯头成形办法中是出产成本较低的一种成形办法,因而被广泛使用在弯头的出产中。但在成形碳钢弯头时,对内部牛角芯棒有较高的红硬性要求,且弯头在成形时加热温度需求控制在 750℃~950℃之间。 使用热推制工艺推制出的弯头在外观上比较美观,成形质量较好,壁厚也比较均匀,并且十分合适接连大批量的出产,所以在成形合金钢、不锈钢以及碳钢弯头时通常选用热推制成形的工艺。短半径弯头不仅具备良好的抗压能力,在不同的管道系统中还需要具备其他的优良特性。比如,在混凝土输送管道,泥浆输送管道中的高压弯头不仅要能承受起较高的管道压力,还具有良好的耐磨性能。弯头在施工中的特点:特点一:对焊弯头有焊缝,对焊弯头在焊接施工操作完成后需要根据实际情况或管道外界环境进行防锈或防腐蚀处理,以避免弯头在焊缝处锈蚀或腐蚀。--此过程可以要我们明确对焊弯头在使用前的质量情况。二:通常对焊弯头是在管道施工现场进行焊接的,这是由于各类管道的焊接标准不同,需要根据管道焊缝等级进行现场焊接。需要针对不同的管道焊缝等级来进行现场焊接,这是对焊弯头的又一个特点。
特点三:对焊弯头主要用于连接两段不同端面半径的管道,或用于管道改径。